
As electronic products move toward shorter, smaller, lighter, and thinner directions, packaging devices are shifting toward smaller, thinner, faster, more convenient, and more reliable structural trends. Under this market trend, 01005 devices and 0.35MM pitch chips smaller than 0201 The device has been promoted and applied, which means that the difficulty of SMT assembly will be greatly improved. The miniaturization of the pad size and pitch will make the soldering and soldering of the solder paste significant more difficult. Now, the No. 4 powder solder Paste will be difficult to meet the demand in the 01005 device and the 0.35mm fine pitch chip printing. How to improve the quality and improve the quality? The reliability of solder joints puts new demands on the application performance of solder paste. a new generation of fine powder---5 powder lead-free solder paste will become the trend of the industry.
The paper mainly tests and evaluates the printing and soldering performance of No. 4 powder and No. 5 powder lead-free solder paste on high-end smartphones and special test boards. Through various data collection, the differences are analyzed and a new generation is No. 5 powder solder paste can fully meet the printing requirements of 0.35mm ultra-fine pitch chip and 01005 pad setting and the welding requirements under nitrogen atmosphere, so as to select more suitable solder paste and stencil for welding on finer pad in The future. Holes provide a reference.
1. The difficulty of soldering process caused by the trend of device package miniaturization
1.1 The trend of miniaturized device packaging
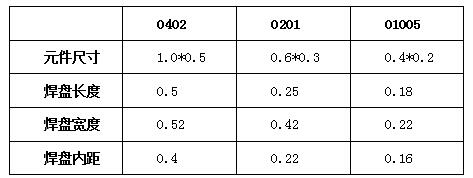
CHIP component (passive component) and pad size change (unit: mm) Table 1
As can be seen from the above table, when the component size is changed from 0402 to 01005, the pad area will be reduced by 85%.

BGA component (active component) pitch and pad size change (unit: mm) Table 2
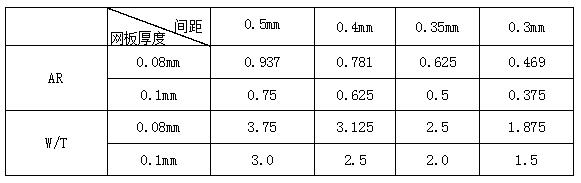
As can be seen from the above table, when the BGA pitch is changed from 0.5 to 0.3, the pad area is reduced by 50%.
1.2 Pad size reduction corresponds to stencil opening requirements
IPC-7525网板开孔要求
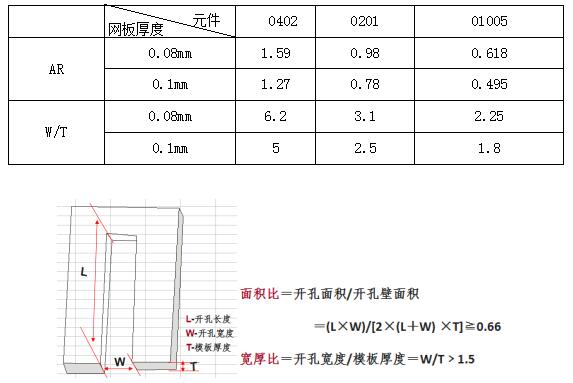
Area ratio and aspect ratio of different stencil thicknesses on different device pads (opening ratio 1:1) Table 3
Area ratio and aspect ratio (BGA circular opening) obtained by different template thicknesses on different BGAs Table 4
1.3 The thickness of the stencil is inversely proportional to the area ratio (AR). Therefore, when the stencil opening is reduced, the thickness of the stencil must be reduced in order to obtain a standard area ratio.
1.4 The finer the pad size and pitch, the higher the difficulty of soldering tin paste, and the volume of tin can be reduced by multiples.
Increased welding difficulty.
1.5 Reducing the pad size and pin pitch. To achieve the standard tin-to-tin area ratio, it can only be achieved by thinning the thickness of the stencil, but this will greatly reduce the volume of tin under the solder paste, no doubt, this It will affect the welding; for example, the No. 4 powder solder paste is used to produce high-end smart phone products with high assembly density. This product has multiple 0.4mm pitch BGAs and large structural parts and plane frames, with 0.1mm thickness. The stencil, the 0.8mm pitch BGA obtained AR=0.625<0.66, which caused the bad soldering or tinning in the BGA printing, but the 0.08mm thick stencil and the 0.4mm pitch BGA. AR=0.781≧0.66, the ideal tin effect can be obtained, but for the structural parts and the plane frame with a large amount of tin, it is easy to cause false soldering because of insufficient tin content. How can the two problems be effectively solved? Can improve welding yield? The selection of No. 5 powder solder paste has become a trend in the development of the industry.
2. The effect of solder paste powder diameter on printing and soldering
2.1 Differences in powder diameter between No. 4 powder and No. 5 powder
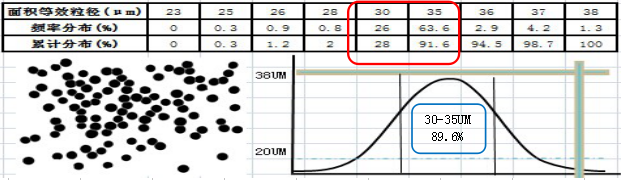
No. 4 powder particle state and particle size distribution (standard particle size range 20-38UM) Table 5
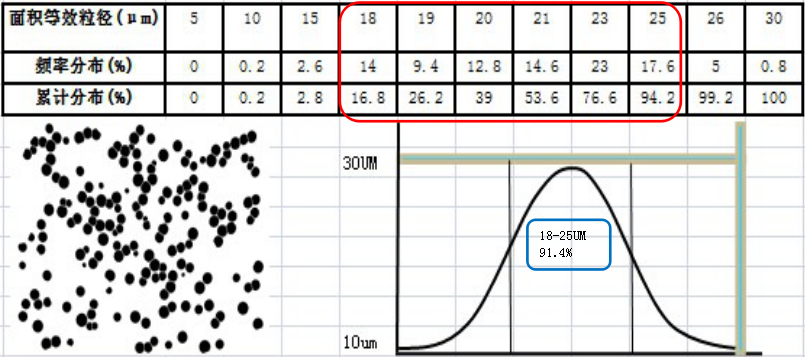
No. 5 powder particle state and particle size distribution (standard particle size range 15-25UM) Table 6
Using the particle size of the microparticle image analyzer to detect the particle size of the powder, it was found that the powder diameter of the No. 4 powder was distributed at 30-35 UM, while the powder diameter of the No. 5 powder was distributed at 18-25 UM, indicating that the powder diameter of No. 5 powder It is 10 UM less than the No. 4 powder diameter.
2.2 The relationship between the diameter of the particles and the welding of the stencil


Five-ball law: The thickness of the steel mesh is generally not less than four times the diameter of the solder paste particles, preferably five times. The minimum rectangular opening for a steel mesh is generally no less than five times that of solder paste particles. For the smallest circular window opening is generally not less than eight times the solder paste particles. To ensure such a relationship, we can ensure a better weld quality.
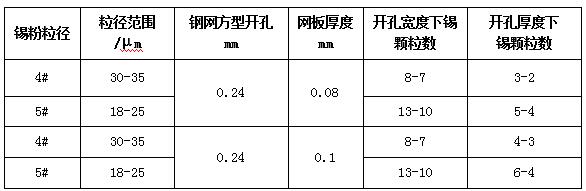
Relationship between tin powder particles and stencil openings Table 7
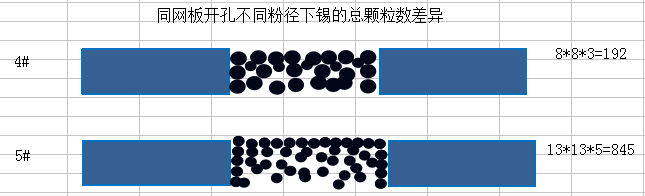
It can be seen from Table 7 that with the two commonly used stencil opening methods, No. 4 can only satisfy the "three-ball law", and No. 5 powder can satisfy the "five-ball law", so that good printing and printing can be obtained. Welding quality.
2.3 Differences in surface oxygen content between No. 4 powder and No. 5 powder

As can be seen from the above table, the finer the tin powder, the higher the oxygen content on the surface, indicating that more solder paste is needed to remove the oxidation during soldering.
2.4 Comparison of lower tin of different powder diameters
According to the common stencil opening method of the current industry smart phone products (0.4mm PITCH BGA open 0.235mm, square type, chamfer 0.5R), the two steel meshes of 0.08 and 0.1MM are used for printing and tin contrast.
2.4.1 Comparison of solder paste forming effects after printing
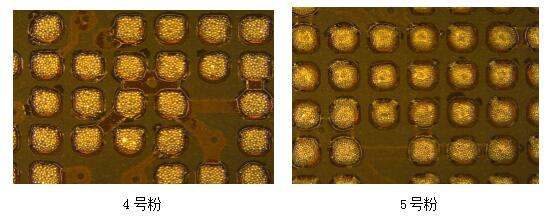
Due to the fineness of the powder, the No. 5 powder is more even and full than the No. 4 powder tin point, and the No. 4 powder has a slightly lower tin and moldability.
2.4.2 Comparison of printing data of No. 4 powder and No. 5 powder in 0.08 and 0.1MM steel mesh
BGA and SIM card devices Table 8
It can be seen from the amount of tin in the BGA that the amount of tin under the 0.1mm steel mesh is significantly increased; the SIM card (the steel mesh is locally thickened to 0.1mm), and there is no significant difference with the tin content of the No. 5 powder 0.1mm steel mesh.

CHIP and QFP devices Table 9
For large CHIP pads and QFP devices, the difference between the two solder pastes on the 0.08mm steel screen is not obvious, but the 0.1MM steel mesh, the 5th powder is more tin; the overall tin volume, 0.1 Mm is greater than 0.08 mm. The CPK value No. 5 powder is larger than the No. 4 powder.
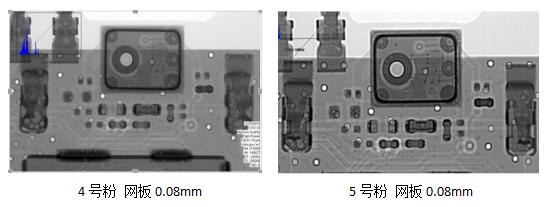
2.5 Comparison of No. 4 powder and No. 5 powder printed on 0.2mm pad (01005 device test board)
2.5.1 Test Board 01005 CHIP Pad and 0.2MM BGA Pad Design Table 10
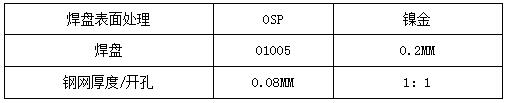
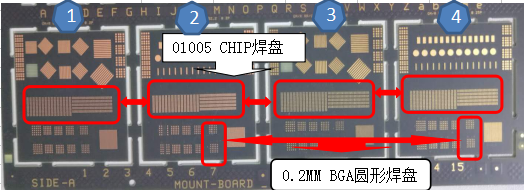
Test board pad design Remarks: 1 and 2 are OSP, 3 and 4 are nickel gold
2.5.2 Printing under tin molding comparison
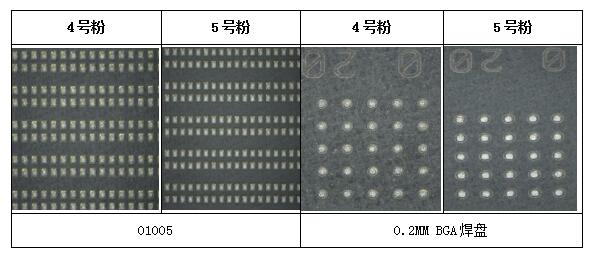
The No. 4 powder has obvious defects such as sharp tipping and less tin on the 01005 and 0.2MM pads. The No. 5 powder is uniform, full and well formed.
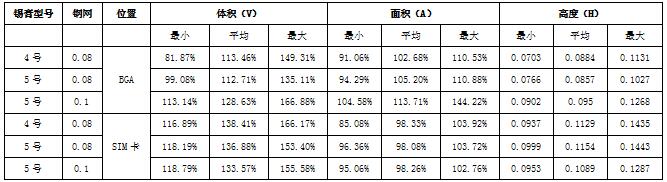
2.5.3 Comparative analysis of SPI (Taiwan TR7007D) data printed under tin Table 11
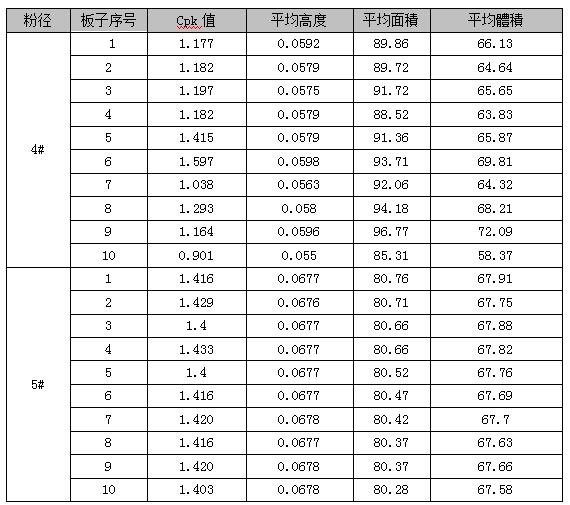
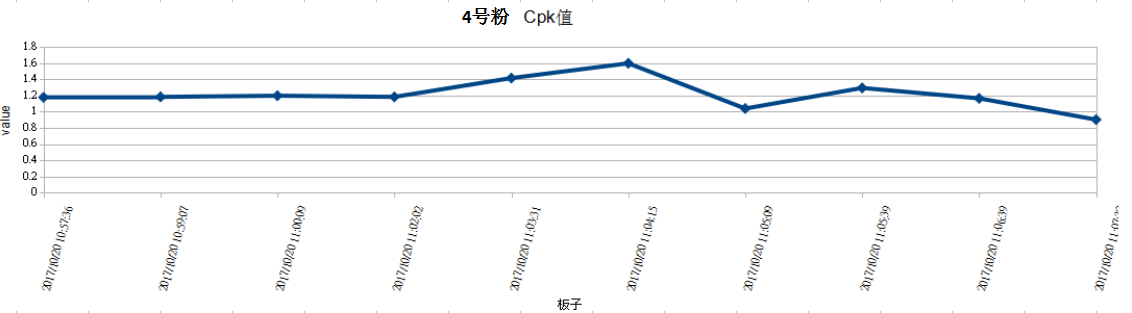
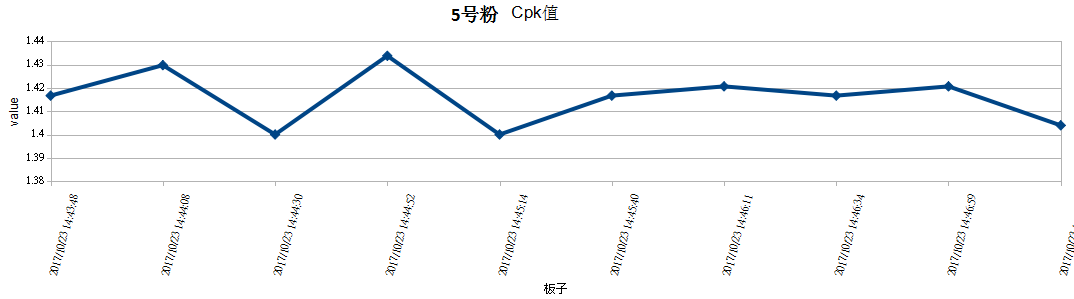
Through the SPC data analysis of SPI, the CPK value of each of the No. 5 powders is greater than 1.33, and the height, area and volume of the printed tin are very close, indicating that the No. 5 powder is printed on the 01005 and 0.2mm pads. Uniformity is good, which can meet the printing requirements; while the printing data of No. 4 powder fluctuates greatly, and only the CPK value of the two plates reaches 1.33 or more, indicating that the No. 4 powder solder paste is printed on 01005 and 0.2mm pads. The stability and consistency of the tin is poor.
2.3 Welding comparison between No. 4 powder and No. 5 powder
2.3.1 The actual test reflow oven temperature curve data (to understand the different pad furnace temperature error, use 5 test lines) Table 12

2.3.2 Welding comparison on the test board
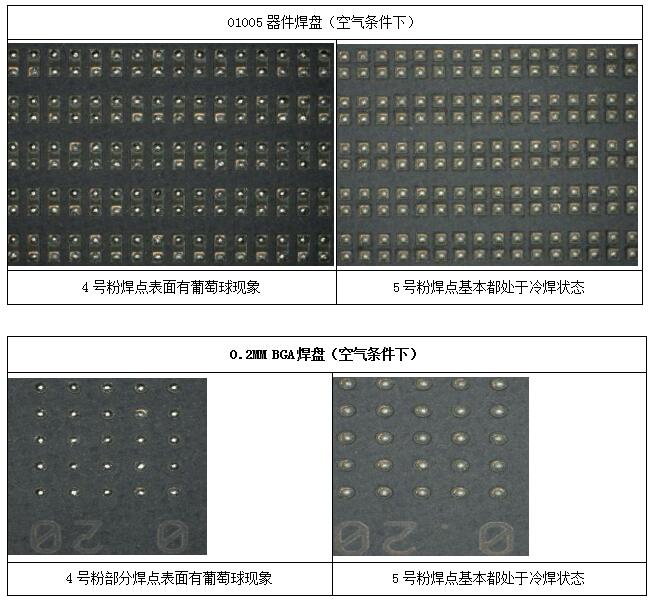
No. 4 powder solder paste is well soldered on the 01005 device pad and 0.2mm pad. Most of the solder joints have a grape ball phenomenon and do not meet the IPC standard. The No. 5 powder solder paste is completely cold welded. It shows that the finer the tin powder, the easier it is to oxidize when subjected to high temperature, and it cannot meet the welding requirements under air conditions.
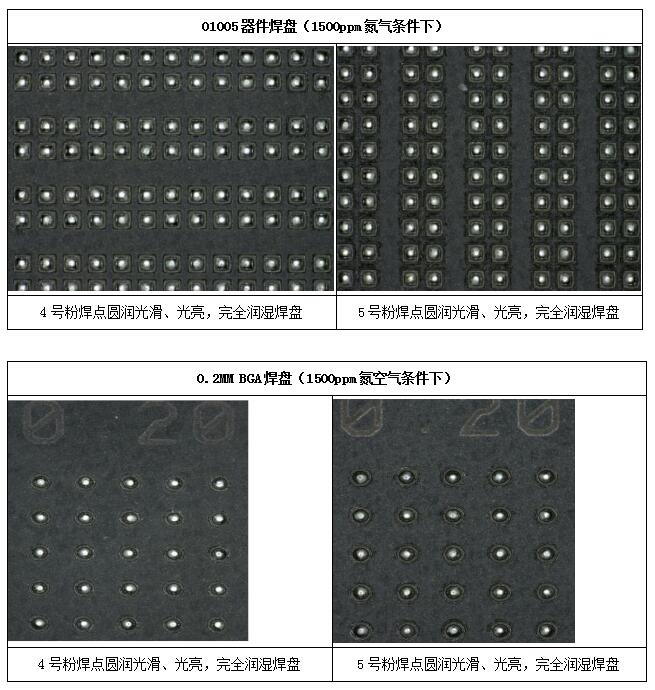
No. 4 powder solder paste and No. 5 powder solder paste were passed through the furnace under nitrogen conditions. The solder joints were round and smooth, the plane was bright, and the pads could be completely wetted without obvious difference.
2.3.2 Application welding data comparison: welding data comparison on smart phones - short welding
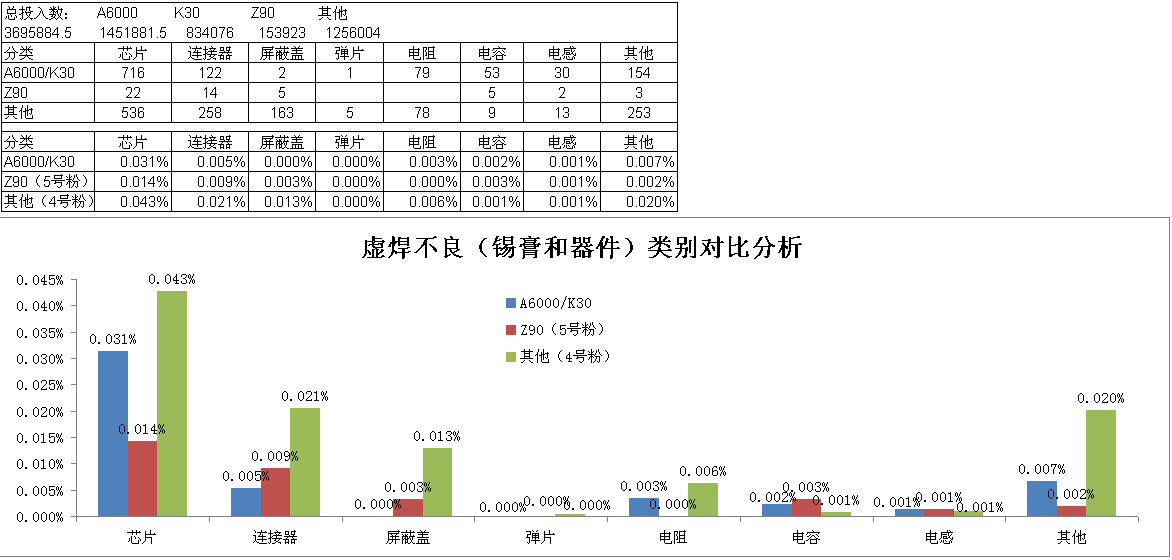
Both No. 4 powder solder paste and No. 5 powder solder paste were welded by nitrogen reflow soldering, and the oxidation concentration range was controlled at 1500 ppm. From the comparison data, the Z90 model with No. 5 powder solder paste, the BGA chip virtual solder defect rate is significantly lower than the No. 4 powder solder paste.
2.3.3 Comparison of welding data on smartphones---Lianxi
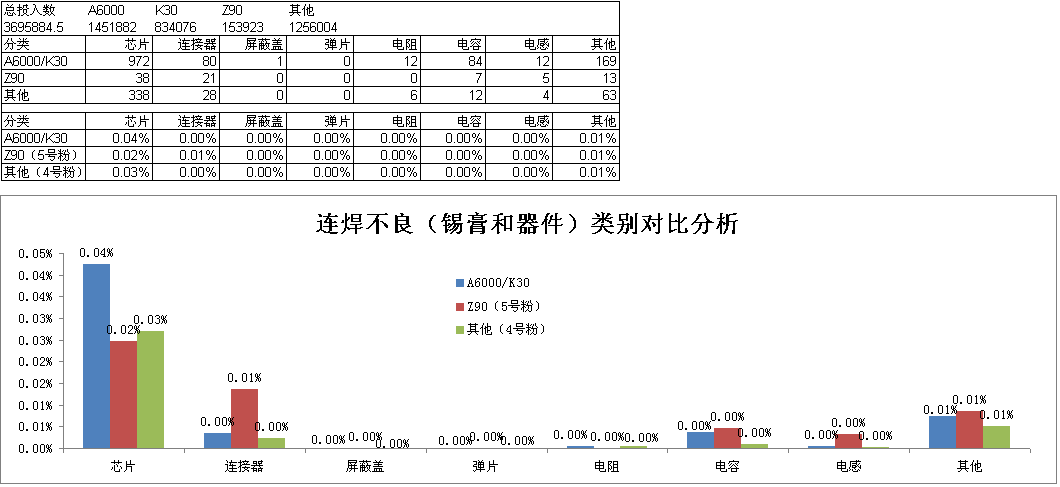
From the data analysis, the No. 5 powder solder paste chip has less tin, because the No. 5 powder printing is more uniform under the tin, and there is no bad point, tin infiltration, etc., and the No. 4 powder is more likely to produce a sharp tip on the fine pitch printing. Therefore, the probability of connecting tin is high, and the 0.4mm pitch connector component, the No. 5 powder solder paste has a higher probability of being connected to the tin powder than the No. 4 powder solder paste, so the structure steel mesh is opened for the 0.4 mm pitch. The hole should be appropriately indented in width, for example, it is opened at 1:0.9, and the length is inscribed by endo-extension.
2.4 Cavity comparison between No. 4 powder and No. 5 powder
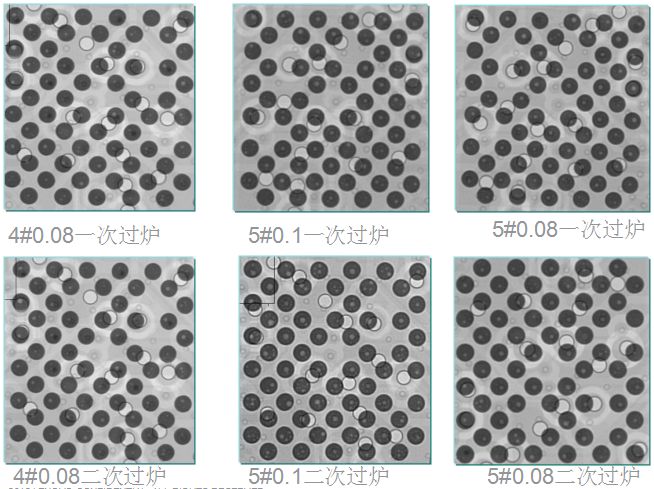
There are tiny voids in the BGA solder joints of No. 4 powder and No. 5 powder solder paste. There is no significant difference between primary reflow and secondary reflow, but they all meet the IPC-7095A standard.
MIC, shrapnel, these large pads, the No. 4 powder solder paste is more than the No. 5 powder solder paste, because the No. 5 powder solder paste has strong activity and better filling.
2.5 Solder Joint Slice and SEM/EDS Analysis
0.2mm BGA pad slice and SEM/EDS image
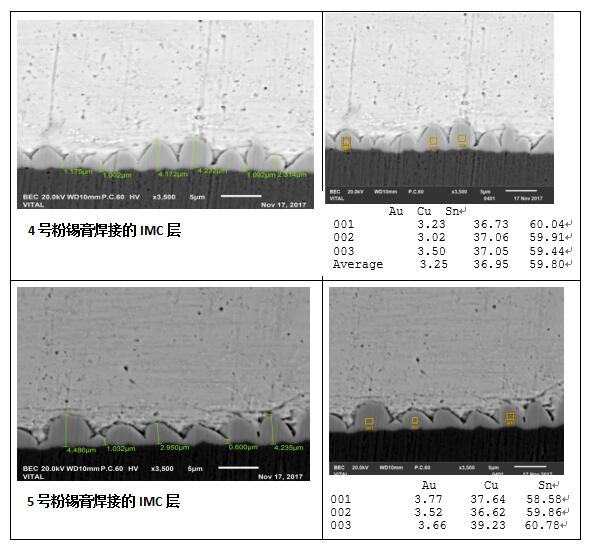
The No. 4 powder and the No. 5 powder solder paste were passed through the furnace under nitrogen conditions, and all of them formed a continuous and tight IMC layer with thickness and composition close to each other, and all met the requirements of the industry.
to sum up:
The following conclusions were obtained by comparing the application and experimental data of the above No. 4 powder and No. 5 powder on the smartphone and the test board:
1. Printing on the large pad, the difference between No. 4 powder solder paste and No. 5 powder solder paste is not obvious, but for the 0.4mm pitch structure, because the No. 5 powder solder paste has good tin properties, it is more likely to cause solder joints. Tin, so the stencil opening needs to be retracted.
2, No. 4 powder solder paste printing at 0.08mm stencil thickness can not meet the printing requirements of 01005 device and 0.2mm pad; and the welding requirements of 01005 and 0.2mm pads cannot be met under air conditions.
3, No. 5 powder solder paste printed under the thickness of 0.08mm stencil uniform, full, good consistency, good formability, fully meet the printing requirements of 01005 devices and 0.2mm pads.
4. The finer the tin powder, the higher the oxygen content on the surface, the more severe the oxidation at high temperatures, and the need for more or higher active ingredients to aid welding. Solder paste prepared with No. 5 powder is reflowed under air. Nitrogen must be used for soldering at fine pitch (less than 0.27 mm pad). Otherwise, grape ball and cold soldering may occur and the soldering requirements cannot be met. The No. 4 powder solder paste is reflowed under air on a pad equal to or greater than 0.25 mm to meet the soldering requirements.
5, 0.4mm pitch BGA, under the same process conditions (reflow using nitrogen, nitrogen concentration 800-1500ppm), the welding yield of No. 5 powder solder paste is much higher than the No. 4 powder solder paste. Can be applied to products with a current 0.4mm pitch.
The gap between the No. 4 powder and the No. 5 powder solder paste on the BGA solder joint is not obvious, but the No. 5 powder solder paste is smaller than the No. 4 powder solder paste on the large pad.
7. Through 0.2mm BGA pad slicing and SEM/EDS analysis, the welding effect of No. 5 powder solder paste under the condition of using nitrogen gas: to form a continuous and tight IMC layer, the thickness and composition are close to meet the industry requirements.
Conclusion:
At present, No. 5 powder solder paste has been applied in a small number of large-scale smart phone factories, and its yield is much higher than that of No. 4 powder solder paste. However, considering the use of No. 5 powder solder paste by various processors, it will increase the solder cost and must The cost of using nitrogen welding is only used in small quantities on some high-end products, but in the future, with 01005 devices and 0.35mm packaged chips used in various electronic products, No. 4 powder solder paste will be difficult to meet printing and soldering. It is required that the No. 5 powder solder paste will replace the No. 4 powder solder paste as the preferred welding material. How to solve the welding requirements of No. 5 powder solder paste under air conditions has become a difficult problem for all solder paste manufacturers to solve. Only the WO-LF4000A-BDE/5B lead-free and halogen-free solder paste has been solved in 0.25mm pads. Welding requirements under air conditions.




